हॉट-डिप गैल्वनाइज्ड कॉइल नाखून अच्छी तरह बिकते हैं
पिछली ब्रश प्रक्रिया में सामान्य ठंडी पुल-अप प्रक्रिया अपनाई गई थी।रेशम की कीलों को उखाड़ने के बाद, लकड़ी के चिप्स के माध्यम से पॉलिश करना आवश्यक था।लकड़ी के चिप्स के उपयोग के कारण, यह हवा में गिर गया, जिसके परिणामस्वरूप गंभीर वायु कण प्रदूषण हुआ।पेंट के पेंट को सूखने के लिए हवा में आधे घंटे से अधिक समय तक इंतजार करना चाहिए।यद्यपि यह सोखने के लिए सक्रिय कार्बन को अलग करता है और उपयोग करता है, फिर भी यह एक निश्चित परेशान करने वाली गंध का कारण बनेगा, जो कर्मचारियों के स्वास्थ्य के लिए अनुकूल नहीं है।

आविष्कार का उद्देश्य मौजूदा प्रौद्योगिकी की कमी को दूर करना, सरल शिल्प कौशल, उच्च उत्पादन दक्षता, अच्छी उत्पाद गुणवत्ता और छोटे पर्यावरण प्रदूषण के साथ उत्पादन प्रक्रिया प्रदान करना है।उपरोक्त तकनीकी समस्याओं को हल करने के लिए, वर्तमान आविष्कार में वर्णित रोलिंग कील की उत्पादन प्रक्रिया में चरण शामिल हैं
(ए) नाखूनों के लिए आवश्यक धातु सामग्री तैयार करें।
(बी) धातु सामग्री की सतह को साफ करने के लिए ऑक्सीडेटिव त्वचा को हटा दें, और सफाई स्टील को ठंडा करने के लिए स्नेहक का उपयोग करेंखींचो;यह कृत्रिम नुकसान को कम कर सकता है और पर्यावरण प्रदूषण को कम कर सकता है।औद्योगिक उत्पादन के लिए उपयुक्त।
कोण: 15 डिग्री समतल या 16 डिग्री शंक्वाकार, 11 डिग्री, 0 डिग्री।
व्यास: 0.083" 0.092" 0.099" 0.113" 0.120" 0.131" 0.148"।
लंबाई: 25 मिमी-130 मिमी।
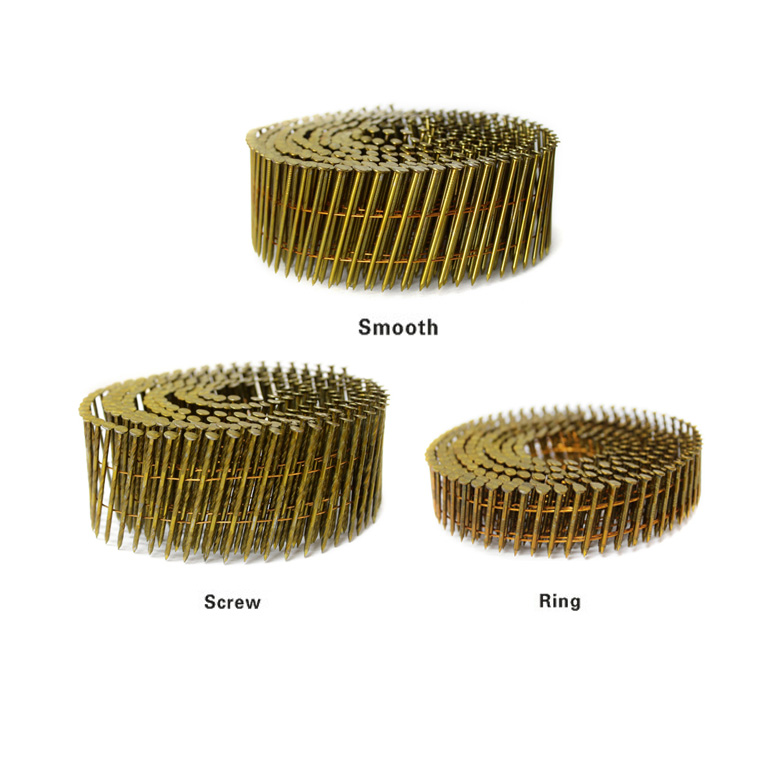
शैंक्स: चिकनी, अंगूठी, पेंच।
बिंदु: हीरा, छेनी, कुंद.
समाप्त: उज्ज्वल, ई.गालव।एम.गाल्व.एचडी गैलव.304 316 स्टेनलेस स्टील।